
На полях этой
страницы я попытаюсь вкратце продемонстрировать
возможности поворотной головки (ПГ). Для начала я
сообщу некоторые
технические аспекты.
Для
начала я сообщу некоторые технические аспекты. Поворотная головка,
приобретенная сразу или впоследствии, легко
устанавливается на станок любой модели моего
изготовления. Для этого надо просверлить в раме
пару отверстий и настроить программу управления
станком. При этом существует два способа
подключения ПГ, или через дополнительный драйвер
т.е. четвертый, или вместо одной из уже имеющихся
осей. В первом случае устройство более
функциональнее, т.е. это полноценные четыре
координаты. Но и управление такой конструкцией
требует более основательных знаний. |
|
 |
 |
 |
 |
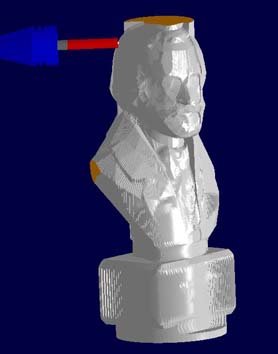
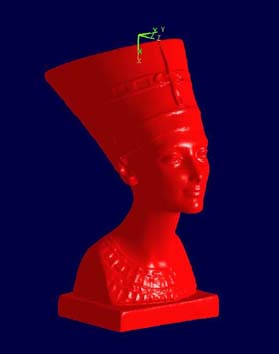
| Здесь я показываю
этапы обработки 3D детали. Для примера взят не
сложный объект в виде бюста. В первом случае это
бюст великого композитора Верди. Во втором
случае выбрана всеми узнаваемая скульптура
Нефертити. Все модели перед генерацией
траектории движения инструмента (ToolPach) были
смаштабированы приблизительно
в один габарит. При этом высота модели была взята
равной 60мм (исходя из имеющейся заготовки),
диаметр получился в пределах 35-38мм. |
|
  |
  |
| Обработка велась
довольно грубыми фрезами. Первичная, черновая
выборка была произведена торцовой фрезой
диаметром 3мм. Чистовой прход был произведен
опять же торцевой фрезой в первом случае (Верди)
диаметром 2мм, во втором случае (Нефертити)
диаметром 1,5мм. Как видите, чем тоньше фрезой
велась чистовая обработка, тем качественнее
получается изделие. Но при этом и время обработки
соответственно увеличивается. Время,
затраченное на обработку бюста Верди составляло
4 часа. Время, затраченное на изготовление бюста
Нефертити составило 5-6часов. Для ускорения
результата я, поэтому и брал фрезу не очень
тонкую, так как цель была представить
возможности, а качество это дело техники и
времени. |
|

|

|
  |
  |
| Пример трех-мерной обработки фигуры
шахматного коня. Материал обработки береза,
время обработки 3,5 часа, при обрабатывающей фрезе
диаметром 3мм. Габариты обрабтки составляют,
длина-70мм, средний диаметр 40мм.
Модель после обработки. |
 Процесс обработки. Процесс обработки.
|
В дальнейшем я буду пополнять этот раздел фотографиями новых работ.




 модель оригинал,
сканированная с модели и редактируемая в
программе 3DMax.
модель оригинал,
сканированная с модели и редактируемая в
программе 3DMax.


